Composició i instruccions d'ús de la cola BF-2 i la cola BF-4, tenint en compte les seves característiques tècniques
Contingut:
- On i quan s'utilitzen BF-2 i BF-4
- Especificacions i components
- Mètodes i normes per preparar superfícies metàl·liques abans d'utilitzar BF-2 i BF-4
- Mètodes d'ús dels adhesius BF-2 i BF-4
- Instruccions per utilitzar el mètode d'encolat en calent
- Instruccions d'ús: com enganxar rajoles en fred
- Com puc substituir la marca de cola BF-2 i BF-4
- Emmagatzematge i transport
La cola BF-2 i BF-4 és un adhesiu estructural industrial dissenyat per a l'enganxament d'alta resistència de gairebé qualsevol producte de metall, polímer i cuir. La composició es basa en resina de fenol-formaldehid, butiral de polivinil i alcohol etílic. Els components enumerats estan continguts en BF-2 i BF-4 en diferents proporcions.
On i quan s'utilitzen BF-2 i BF-4
L'abast de la seva aplicació pràcticament no té límits. A causa de la seva composició adhesiva d'alta resistència, els adhesius de les marques BF-2 i BF-4 s'utilitzen àmpliament en les indústries d'enginyeria elèctrica i de ràdio, aviació, construcció, mobles i embalatge. Es distingeixen per la seva alta capacitat de suportar càrregues pesades i vibracions, cosa que els fa indispensables en la producció de materials premsats com aglomerat, fusta contraxapada i plàstic multicapa.

A la llar, la cola BF-2 i BF-4 s'utilitza àmpliament per a la reparació, la construcció i les necessitats domèstiques. A la taula es proporciona informació sobre quin adhesiu és més adequat per enganxar materials específics:
| BF-2 | BF-4 |
| materials estàtics durs | materials elàstics que són flexibles a corbes i vibracions |
| metalls no fèrrics, acer inoxidable, no metalls amb metalls | |
| plàstic premsat | textolita |
| ceràmica | plexiglàs |
| vidre | arbre |
| granit | Aglomerat |
| marbre | linòleum |
| porcellana | Productes de pell |
| pedra natural | productes de cautxú |
| rajola/rajola | electrònica/electrodomèstics |
| A causa del contingut de substàncies tòxiques, la cola no s'utilitza per enganxar plats! | |
Ambdós tipus de cola s'utilitzen molt rarament per a la impregnació i envernissat de superfícies, a excepció dels productes de mida petita que requereixen treballs de restauració.
Especificacions i components
El component principal dels adhesius BF-2 i BF-4 és el polímer sintètic polivinil butiral, que es forma per la interacció de dues substàncies: alcohol polivinílic amb aldehid. El polivinilbutiral fa que l'adhesiu sigui elàstic; el seu percentatge en l'adhesiu s'indica amb un número al costat de les lletres "BF". Per tant, l'adhesiu de la marca BF-4 es caracteritza per ser més elàstic en comparació amb BF-2.

És important tenir en compte que com més gran sigui l'elasticitat de la composició adhesiva, menor serà la seva resistència i capacitat per enganxar material dur i estàtic a l'estructura.
Altres components inclosos a la cola:
- l'alcohol etílic és una substància que s'utilitza com a dissolvent;
- La resina de fenol-formaldehid és una substància que consta d'aldehid i fenol i s'utilitza com a espessidor.
L'aspecte de la composició adhesiva de les marques BF-2 i BF-4 pot ser transparent o tèrbol amb un to groc clar o vermellós. No hi ha cap diferència en la viscositat del líquid adhesiu.
Altres característiques significatives es presenten a la taula:
| Marca de cola | Resistència a la calor | Elasticitat de flexió de la pel·lícula | Força | Resistència a ambients agressius |
| BF-2 | de -60 a +80 ℃ | 3 mm | 19,6 MPa | oli, combustible, alcohol, àcid, àlcali |
| BF-4 | de -60 a +60 ℃ | 1 mm | 19,6 MPa | àcid, àlcali, boira salada |
La viscositat de la composició dels graus líquids adhesius BF-2 i BF-4 pot augmentar sota la influència de temperatures sota zero. Abans d'utilitzar, aquesta cola s'ha de mantenir a una temperatura de 21-23℃ almenys 3 dies.

Mètodes i normes per preparar superfícies metàl·liques abans d'utilitzar BF-2 i BF-4
Les superfícies a unir s'han de netejar a fons de brutícia i pols. Els experts recomanen eliminar les possibles impureses i defectes següents de les superfícies per a una unió adhesiva forta:
- rebaves / sortints afilats;
- cremada/corrosió;
- esquitxades de soldadura
- rugositat;
- taques d'oli/greix;
- recobriments de pintura.
Hi ha dos mètodes per netejar les superfícies metàl·liques: químic i mecànic. En cas de contaminació severa i presència de formacions corrosives, es recomana netejar les superfícies mitjançant mètodes químics i mecànics.
- Mètode mecànic. Les superfícies dels metalls no fèrrics es netegen amb un abrasiu amb un valor de gra admissible de 15 a 20. Les superfícies de metalls ferrosos es tracten amb paper de vidre amb una mida de gra de 63 a 80. La neteja de superfícies i soldadures es realitza manualment o utilitzant una esmoladora i un disc abrasiu.
- Mètode químic. Durant el tractament químic, les superfícies de les mostres es netegen a fons primer amb gasolina i després amb acetona. Després del processament, els productes metàl·lics s'han d'assecar a fons.
Quan enganxeu mostres i peces metàl·liques, la temperatura de l'aire a l'habitació no ha de ser inferior a 15 ℃ ni superior a 30 ℃, i la humitat de l'aire no ha de ser inferior al 60% ni superior al 80%.
Mètodes d'ús dels adhesius BF-2 i BF-4
El mètode d'enganxament en calent us permet crear una costura d'alta resistència i resistent a la influència d'un entorn agressiu. Si el producte no s'utilitzarà en condicions d'exposició augmentada a factors negatius artificials o naturals, l'enganxament es pot fer mitjançant el mètode "fred".

La taula mostra una llista aproximada de materials que es poden enganxar mitjançant mètodes freds i calents:
| Mètode "fred". | Mètode "calent". |
| Productes de pell | Metall no fèrric |
| Productes de cautxú | Metall negre |
| Vidre/plexiglàs | Marbre |
| Artesania de fusta | Porcellana |
| Fusta premsada/plàstic | Granit |
| Productes ceràmics | Pedra natural |
Instruccions per utilitzar el mètode d'encolat en calent
La cola s'aplica a una superfície del material, amb l'excepció dels casos en què cal obtenir una costura molt forta, per exemple en juntes metàl·liques a tope, quan s'enganxen productes de grans dimensions, així com en els casos en què s'enganxa. les mostres s'utilitzaran posteriorment en condicions de càrregues pesades o en condicions negatives.

Instrucció pas a pas:
- La cola s'aplica en una sola capa a les superfícies unides del producte a una temperatura ambient no inferior a 15 ℃ i no superior a 30 ℃ i es deixa assecar durant 50-60 minuts quan s'utilitza cola de la marca BF-2 o durant 40-50 minuts. quan utilitzeu BF-4. Si el temps ho permet, els productes es poden mantenir a l'aire.
- Apliqueu una segona capa i connecteu les parts. Per a una bona adherència, les peces es subjecten addicionalment amb una premsa de palanca o es pressionen amb una pinça. Quan utilitzeu cola BF-2, les peces fixades s'envien a un armari d'assecat a una temperatura de 130-140 ℃ durant 60 minuts. Per a BF-4, la temperatura a l'armari d'assecat ha d'estar entre 150 i 170 ℃ i el temps d'assecat ha de ser de 40 minuts.
- Després de l'assecat, els productes es refreden a temperatura ambient en 24 hores.
El consum de cola per a una doble aplicació ha de ser de 60-80 g per 1 m2 superfície a enganxar. Els productes s'han de mantenir en una zona ben ventilada o amb bona ventilació fins que estigui completament sec.
Instruccions d'ús: com enganxar rajoles en fred
Les instruccions pas a pas proposades per encolat en fred es poden utilitzar igualment quan es treballa amb BF-2 i BF-4. L'elecció de la cola depèn del material del producte.
| Il·lustració | Instrucció pas a pas |
 |
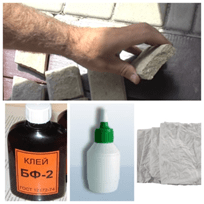
Etapa 1. Per treballar cal preparar:
cola BF-2; un tub buit per a la cola amb una punta punxeguda per a un enganxament còmode i precís de les parts finals de la rajola; acetona per a la neteja de superfícies; draps suaus per eliminar l'excés de cola. Es necessita paper de vidre per netejar les superfícies.
|
 |
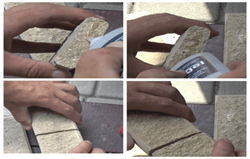
Etapa 2. Tracteu les parts finals de les rajoles amb acetona. No cal triturar i moldre els extrems abans d'enganxar, ja que la línia de trencament d'una meitat de la rajola coincideix amb la línia de trencament de l'altra meitat. Després de tractar amb acetona, les dues meitats s'han d'assecar durant 5-10 minuts. Aboqueu la cola en un tub buit amb una punta afilada i prepareu un tovalló per eliminar l'excés de cola. |
 |
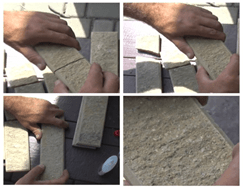
Etapa 3. Apliqueu la primera capa de cola a les parts finals i deixeu-ho durant 20-30 minuts. Després de 20-30 minuts, els extrems es cobreixen amb una segona capa i es tornen a deixar durant 10-15 minuts. |
| Etapa 4. Connecteu les dues meitats, traieu l'excés amb un drap. Les meitats connectades s'han de mantenir a les mans durant 2-3 minuts, aplicant pressió als dos costats. | |
 |
Etapa 5. Les rajoles enganxades s'han de col·locar a la porta del forn, escalfada a 180 ℃. El temps per escalfar la costura encolada és d'aproximadament 40-50 minuts. A continuació, les rajoles es deixen entre 24 i 48 hores a temperatura ambient.Després d'1-2 dies, les rajoles es consideren adequades per al seu ús. |
Com puc substituir la marca de cola BF-2 i BF-4
És difícil trobar adhesius similars, ja que els adhesius fenol-acetat de polivinil tenen una composició patentada i única. Un adhesiu anomenat "Super Cement" té qualitats similars, però aquest producte és molt inferior a les marques de cola BF-2 i BF-4 quan es treballa amb productes metàl·lics.
Alguns experts recomanen, com a anàleg, productes fets a base de resina epoxi. La cola epoxi, per tots els seus avantatges, té importants desavantatges: assecat ràpid i baixa resistència a factors agressius com l'àcid i l'àlcali.
Emmagatzematge i transport
Es recomana emmagatzemar la cola en un lloc sec i fosc fora de l'abast dels nens. L'adhesiu s'ha de mantenir en el seu embalatge original i allunyat de qualsevol font d'incendi.
El transport del producte es realitza d'acord amb els requisits per al transport de materials explosius i inflamables. Segons els requisits, el producte, subjecte a totes les normes i regulacions, es pot transportar per carretera i ferrocarril. El transport es pot dur a terme en bótes, matrassos i dipòsits d'acer i metall.